ARC WELDING:
Principle:
Arc welding is a group of welding process wherein coalescence is produced by heating with an electric arc or arcs , mostly without the application of pressure and with or without the use of filler metal depending upon the base plate thickness.
| 
|
- This consists of a power source, electrodes or electrode and work piece. Power source can be D.C or A.C power.
- D.C power consists of D.C generator or rectified A.C. A.C power consists of transformer/alternator. When A.C power source is used equal amounts of heat is produced at anode and cathode.
- Where as D.C power source produces high heat at anode and medium heat at cathode. Based on the requirement, electrode/ work can be made as anode/cathode in this method.
- In D.C. arc welding there are two types of polarities i.e. straight polarity and reverse polarity. In straight polarity work is made positive (high heat zone) and electrode negative (low heat zone). This is also called DCEN.
- Deep penetration is obtained in straight polarity, this is used for thicker work pieces. In reverse polarity work is made negative (low heat zone) and electrode positive (high heat zone). This is also called DCEP. Less penetration is obtained in reverse polarity, this is used for thin work pieces.
Arc welding electrodes:
- In an arc welding process both consumable and non-consumable electrodes are used.
- Consumable electrodes have melting point less than the temperature of the arc.
- Consumable electrodes are of two types i.e., bare wire electrodes and coated electrodes. With the use of bare wire electrodes :
1. Oxides are formed which affect fusion and hence strength, ductility may be reduced.
2. N2 is picked up leading to the formation of nitrides and embrittlement of the metal.
3. Water vapor is picked up which complicates the metallurgical reaction and also results in porosity.
4. Low burning rates.
5. Penetration power of arc is less.
6. Arc is unstable.
Bare wire electrodes are used where poor quality is tolerable, i.e., in galvanized surfaces, surfacing and tack welding. The coated electrode consists of a core wire with a covering of coated material. Functions of this coating are:
1. Formation of a protective gas shield.
2. Formation of protective slag on liquid metal
3. Deoxidation of the melt.
4. Stabilization of arc.
5. Addition of alloying elements.
6. Reduce spatter of weld.
7. Increase deposition efficiency.
8. Influence the depth of penetration.
9. Slow down the cooling rate of weld.
Electrode coating is a mixture of many constituents to satisfy a particular function:
a. Cellulose is used for shielding while welding high Sulphur steels CaCo3 also can be used instead of cellulose.
b. Rutile, Tio2, Feo, Sio2, Mno2 and limestone - slag forming constituents.
c. Ferro manganese and Ferro silicon - deoxdisng constituents.
d. Potassium constituents - for sterilsation. e. Sodium silicate and potassium silicate - binding ingradients.
f. Va, Ca, Mb, Zr, Cr, Ni, Mn and W are alloying constituents.
1. Formation of a protective gas shield.
2. Formation of protective slag on liquid metal
3. Deoxidation of the melt.
4. Stabilization of arc.
5. Addition of alloying elements.
6. Reduce spatter of weld.
7. Increase deposition efficiency.
8. Influence the depth of penetration.
9. Slow down the cooling rate of weld.
Electrode coating is a mixture of many constituents to satisfy a particular function:
a. Cellulose is used for shielding while welding high Sulphur steels CaCo3 also can be used instead of cellulose.
b. Rutile, Tio2, Feo, Sio2, Mno2 and limestone - slag forming constituents.
c. Ferro manganese and Ferro silicon - deoxdisng constituents.
d. Potassium constituents - for sterilsation. e. Sodium silicate and potassium silicate - binding ingradients.
f. Va, Ca, Mb, Zr, Cr, Ni, Mn and W are alloying constituents.
Magnetic arc blow:
The magnetic forces created by the electric current tend to deflect arc from a shortest line of action and make the arc flame flutter. This is known as magnetic arc blow. This occurs when D.C power is used. With A.C power, the deflection of arc is not present.
Causes for arc blow:
1. Magnetic field produced in the work piece adjacent to the welding arc.
2. Presence of D.C current carrying coils,
3. In case of multiple electrode welding, arc at one electrode may be effected by the magnetic field of the arc at other electrode, and
4. The magnetic field produced in the work piece around the earth connection may tend to drive the arc away from the point where the connection is made.
Depending on the factors discussed above generally three types of arc blow may occur. They are
1. A forward blow at the starting end of a weld and a backward blow at the finishing end of the weld,
2. A sideward deflection of arc, and
3.The arc may rotate.
Arc blow affects the properties of the weld. Poor weldability, under cutting, lack of penetration, weld spatter, slag entrapment, porosity and poor appearance are the effects of arc blow.
Arc blow can be minimised by ...,
1. Setting up a magnetic field of sufficient strength to neutralize a force caused by a magnetic flux,
2. Welding away from earth connection,
3. Changing the position of earth connection on the work,
4. Using the start on tabs, and run out tabs.
5. Reducing welding current and electrode.
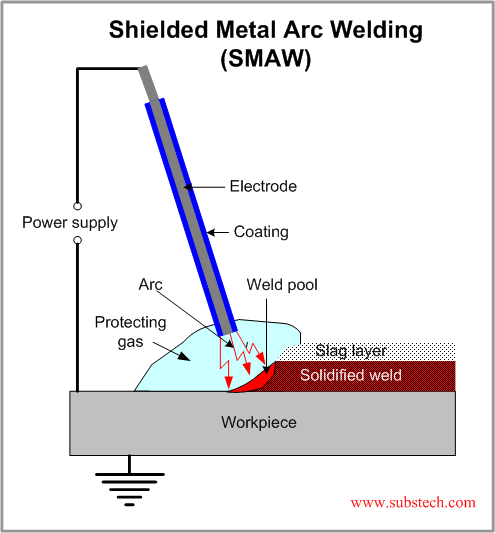
shielded metal arc welding:
Shielded metal arc welding is the most common process of the arc welding because of its wide versatility and low-cost equipment. This process is also known as stick electrode welding or coated electrode welding or manual metal arc welding. It uses coated electrodes of 2.5 to 6.35 mm diameter and 300-400 mm length held in electrode holder.The power source used is both AC and DC with equal ease and effectiveness. Arc temperatures are 50000C, voltages are 15 to 45V with current between 10 to 500 Amp.Shielded Metal Arc Welding is illustrate in fig.
Causes for arc blow:
1. Magnetic field produced in the work piece adjacent to the welding arc.
2. Presence of D.C current carrying coils,
3. In case of multiple electrode welding, arc at one electrode may be effected by the magnetic field of the arc at other electrode, and
4. The magnetic field produced in the work piece around the earth connection may tend to drive the arc away from the point where the connection is made.
Depending on the factors discussed above generally three types of arc blow may occur. They are
1. A forward blow at the starting end of a weld and a backward blow at the finishing end of the weld,
2. A sideward deflection of arc, and
3.The arc may rotate.
Arc blow affects the properties of the weld. Poor weldability, under cutting, lack of penetration, weld spatter, slag entrapment, porosity and poor appearance are the effects of arc blow.
Arc blow can be minimised by ...,
1. Setting up a magnetic field of sufficient strength to neutralize a force caused by a magnetic flux,
2. Welding away from earth connection,
3. Changing the position of earth connection on the work,
4. Using the start on tabs, and run out tabs.
5. Reducing welding current and electrode.
shielded metal arc welding:
Shielded metal arc welding is the most common process of the arc welding because of its wide versatility and low-cost equipment. This process is also known as stick electrode welding or coated electrode welding or manual metal arc welding. It uses coated electrodes of 2.5 to 6.35 mm diameter and 300-400 mm length held in electrode holder.The power source used is both AC and DC with equal ease and effectiveness. Arc temperatures are 50000C, voltages are 15 to 45V with current between 10 to 500 Amp.Shielded Metal Arc Welding is illustrate in fig.
| 
|
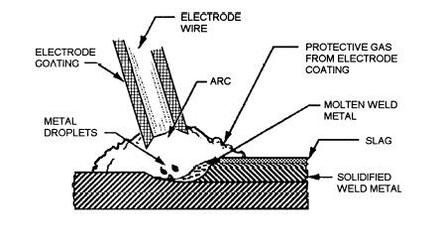
To initiate a weld, the operator has to make the tip of the electrode touch the work piece and quickly rise to a distance that will maintain stable arc. The intense heat quickly melts the tip of the electrode coating and a portion of the adjacent base metal. As the coating on the electrode melts and vaporizes, it forms a protective atmosphere that stabilizes the arc and protects the molten metal from contamination.Fluxing constituents unite with impurities in the molten metal and float them to the surface to be entrapped in the slag, a coating that
forms over the weld. This slag coating protects the metal from oxidation and slows down the cooling rate to prevent the formation of hard, brittle structures. The slag can be stripped from the weld.
Applications:
1. Popular process in job shops.
2. Used in repair operations.
3. Welds carbon steels, alloy steels, stainless steels and C.I.
4. Used in welding pipelines, tanks, pressure vessels, structures, building construction,machinery parts, automobile bodies etc.
2. Used in repair operations.
3. Welds carbon steels, alloy steels, stainless steels and C.I.
4. Used in welding pipelines, tanks, pressure vessels, structures, building construction,machinery parts, automobile bodies etc.
Advantages:
1. Welds can be made in all positions.
2. Simple and versatile process.
3. Equipment is portable.
2. Simple and versatile process.
3. Equipment is portable.
Limitations:
1. Length of the weld is limited.
2. Electrical contact must be maintained with entire wire.
3. Chances of electrode sticking.
2. Electrical contact must be maintained with entire wire.
3. Chances of electrode sticking.
Submerged arc welding:
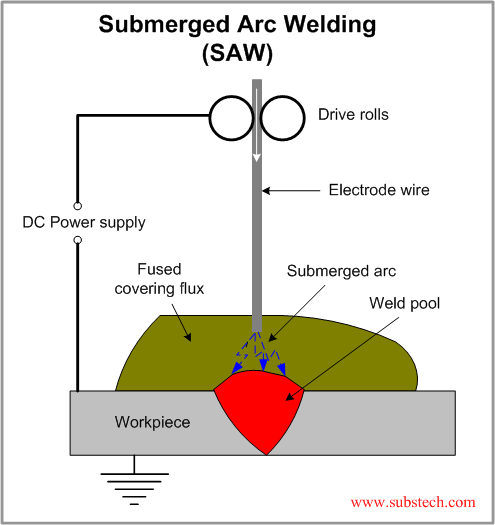
In submerged arc welding a thick layer of granular flux is deposited just ahead of a bare wire consumable electrode, and an arc is maintained beneath the blanket of flux. A portion of the flux melts and removes impurities from pool of molten metal, while unmelted flux provides additional shielding. The molten flux then solidifies into a glass like covering over the weld. This layer along with unmelted flux provides a thermal insulation that slows down the cooling of the weld metal and helps to produce soft, ductile welds. After cooling, the solidified flux is easily removed, the unmelted flux is collected and recirculated.
SAW is most suitable for making flat butt or fillet welds in low carbon steels (0.3% carbon) with some preheat and post heat precautions, medium carbon steels, alloy steels, C.I, stainless steels, Cu alloys and nickel alloys. The process is not recommended for welding high carbon steels, tool steels, Al, Mg, Titanium, Lead or Zn.
SAW is most suitable for making flat butt or fillet welds in low carbon steels (0.3% carbon) with some preheat and post heat precautions, medium carbon steels, alloy steels, C.I, stainless steels, Cu alloys and nickel alloys. The process is not recommended for welding high carbon steels, tool steels, Al, Mg, Titanium, Lead or Zn.
Area's of application:
Ship building, storage tanks, fabricating pipes, boiler and pressure vessels, rail- road tank cars, structural shapes.
Advantages:
1. Smooth welds of high strength, ductility with low H2 and N2 contents are obtained.
2. Because of high Amperages (high current densities) high metal deposition rates, deep penetration and
high welding speeds are achieved.
3. Less distortion.
4. Joint designs are simple.
5. For sheets up to 40mm thick single pass is sufficient.
6. Absence of fumes, spatter and visible arc.
2. Because of high Amperages (high current densities) high metal deposition rates, deep penetration and
high welding speeds are achieved.
3. Less distortion.
4. Joint designs are simple.
5. For sheets up to 40mm thick single pass is sufficient.
6. Absence of fumes, spatter and visible arc.
Disadvantages:
1. The operator can not see the arc, so can not judge the progress of welding.Therefore extra accessories are
needed.
2. The flux needs preplacing on the joint, which may not be always possible.
3. In small thicknesses burn through is likely to occur.
4. Proper fit up of the joint is required.
5. Flux is subjected to contamination that may cause weld porosity.
6. C.I (poor ductility), Mg (easily causes fire), Pb, Al (low M.P) can not be welded by this processes.
needed.
2. The flux needs preplacing on the joint, which may not be always possible.
3. In small thicknesses burn through is likely to occur.
4. Proper fit up of the joint is required.
5. Flux is subjected to contamination that may cause weld porosity.
6. C.I (poor ductility), Mg (easily causes fire), Pb, Al (low M.P) can not be welded by this processes.
By V.Tharun(10341A03B3)
|
